


企业动态
联系我们
中山市杭家自动化机械有限公司
联 系:
15819994959(严锡强)
Q Q :2919768736
传 真:0760-22227781
邮 箱:2919768736@qq.com
网 址:http://www.zshangjia.com
地 址:中山市小榄镇绩东一德和路5号一楼
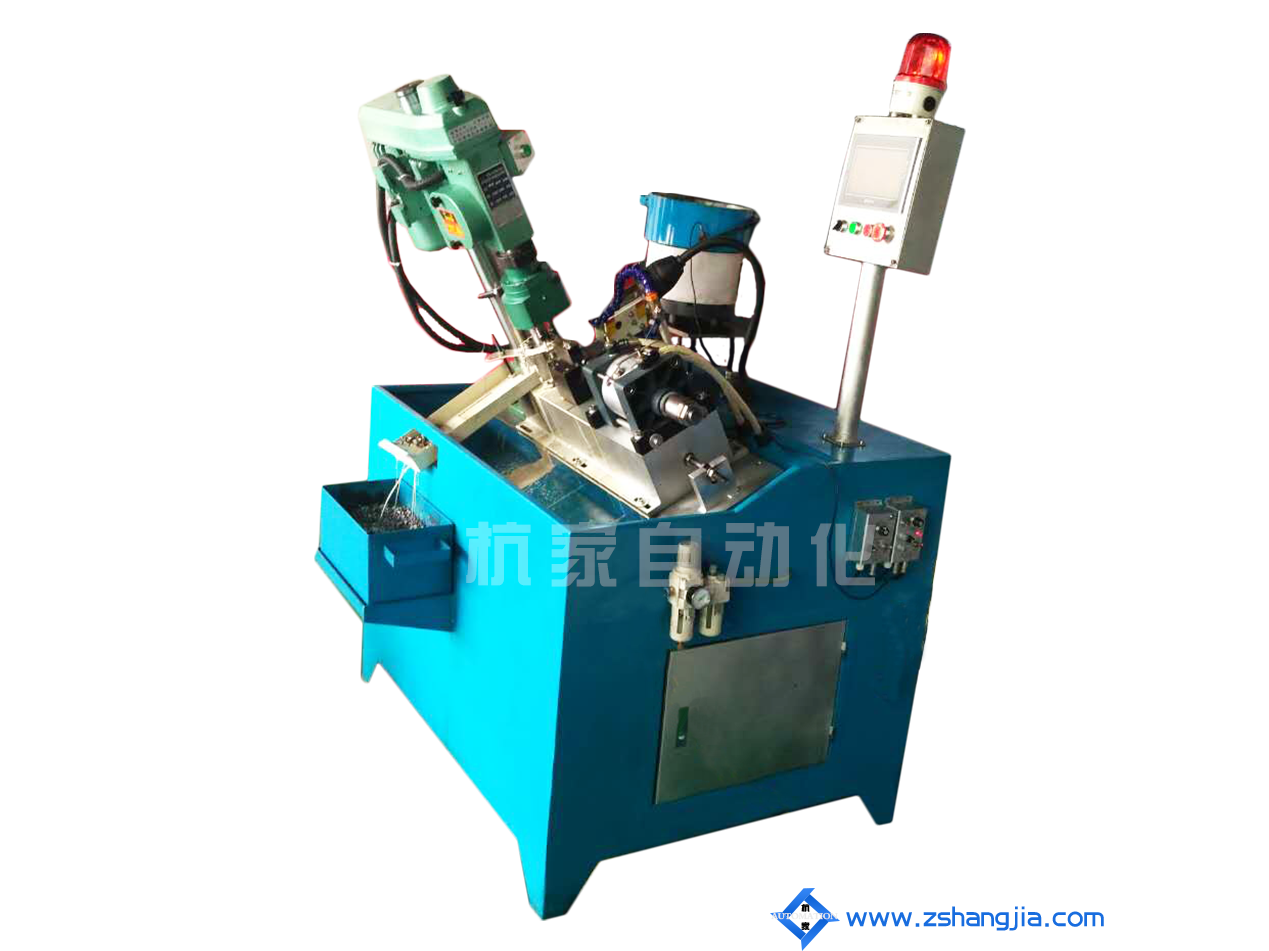
全自动攻牙机攻牙过程中会遇到哪些问题?怎么解决?
1、攻牙机攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
2、机攻时的切削速度,一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。
3、攻牙时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
4、攻牙过程中换用后一支丝锥时,要用手先旋入已攻出和螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,最好用手旋出,以保证已攻好的螺纹质量不受影响。
5、攻牙时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。
6、机攻时的切削速度,一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。

扫一扫 关注杭家

 联 系:
联 系:
15819994959(严锡强) Q Q :2919768736
Q Q :2919768736 传 真:0760-22227781
传 真:0760-22227781 邮 箱:2919768736@qq.com
邮 箱:2919768736@qq.com 网 址:http://www.zshangjia.com
网 址:http://www.zshangjia.com 地 址:中山市小榄镇绩东一德和路5号一楼
地 址:中山市小榄镇绩东一德和路5号一楼
